MES系统为企业带来的六大价值
随着我国制造业的迅猛发展,MES逐步在制造型企业得到了认识与推广。MES系统的提出和实施似乎成了一种企业智能工厂建设的标志和行为。由于行业有一定的差异性,MES市场的发展也极不平衡。各种国内外的MES系统产品,在不同行业中的不同应用,出现了各种成功和失败的案例,大家对“如何实施MES系统”进行了很多的总结和经验借鉴。但实施MES系统真的能给企业带来哪些价值,以下从六个方面进行解析。

第一大价值:实现企业资源信息的有效整合
每家企业的资源信息都有很多,基本的信息有人力、物流、资金、设备等资源信息,每种资源信息都有它自己的特殊属性,如何让凌乱复杂的各种资源信息有机整合在一起,同时能不相互影响又能互相协作发力是MES系统须要完成的一个重要目标。
第二大价值:实现企业信息由孤岛化向一体化的跳跃
搭建企业生产信息一体化平台,在企业内部建立统一的信息化标准模型。对各个领域,各个业务的管理以及生产术语的使用,对各个部门业务范畴的界定,系统权限的划分以及生产过程中许多规则的定义包括条码的编码规则等在全企业建立统一的标准模型,所有的系统之间建立统一的软件接口标准,MES系统与设备之间建立统一的硬件设备接口标准,为企业的科学化、精细化管理提供标准模型。
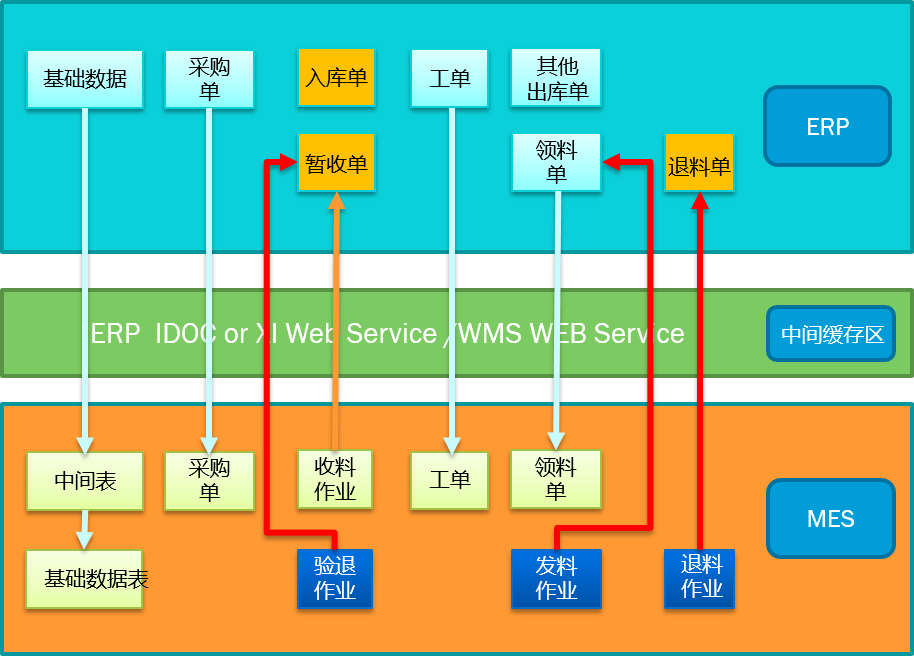
其次,建立统一的生产加工数据信息存储中心,所有围绕生产业务的系统,所有的数据流转都通过生产加工数据信息存储中心进行交互,把生产相关的各种资源信息都建立在一个统一的平台中,杜绝因各自系统所造成的数据冗余现象,方便企业的管理以及对各业务数据的提取。为企业建立一个内容丰富、信息明确的数据仓库。
第三大价值: 实现生产制造执行过程的精细化管理
在生产制造执行过程中,MES系统采用工艺精细化管理,物料精细化管理,设备精细化管理。将每个零部件工艺的版本信息,工时定额信息,物料定额信息,工作中心,设备,参数等信息都建立成一套完整的工艺数据字典。对每种物料都按其物料属性,物料作用,物料分类建立全企业统一的物料信息字典。对全企业所有的硬件设备,建立设备档案信息,包括设备的采购信息,维修信息,质量信息,运行过程信息等。
第四大价值: 实现设备自动化向软件自动化的无缝链接
随着制造行业数字设备的普及应用,为企业带来了生产效率的提高及制造工艺水平的提高,但是往往数字设备的自动化应用只是在具体加工制造领域,如何使得设备获取的数据信息能够自动转入到企业制造执行系统应用中,目前来说已经是制造行业生产末端的关键控制节点,是硬件到软件相结合的重要工作。鉴于本企业的规划预期,MES系统建设之初就做好软硬结合的标准工作,对所有的设备建立统一规范的接口标准,在设备自身完成其自动化工作的同时,实现无缝的与软件系统的结合,达到软件自动提取数据,自动完成数据分析,处理的全自动化目标。
第五大价值: 实现拉动式生产与推动式生产高效结合
通过销售订单为源头力量,装配BOM及工艺信息为生产依据来定制生产计划,从而拉动装配车间的组装生产,从而以装配车间对零部件的需求来推动成套车间对零部件加工。实现从组装到成套生产的高效结合。
第六大价值: 实现物流条码化、质量可追溯化管理
系统之间建立信息流转中心,把所有信息流转数据都记录在一起,以条码为载体,联系每个业务环节与系统之间的数据。
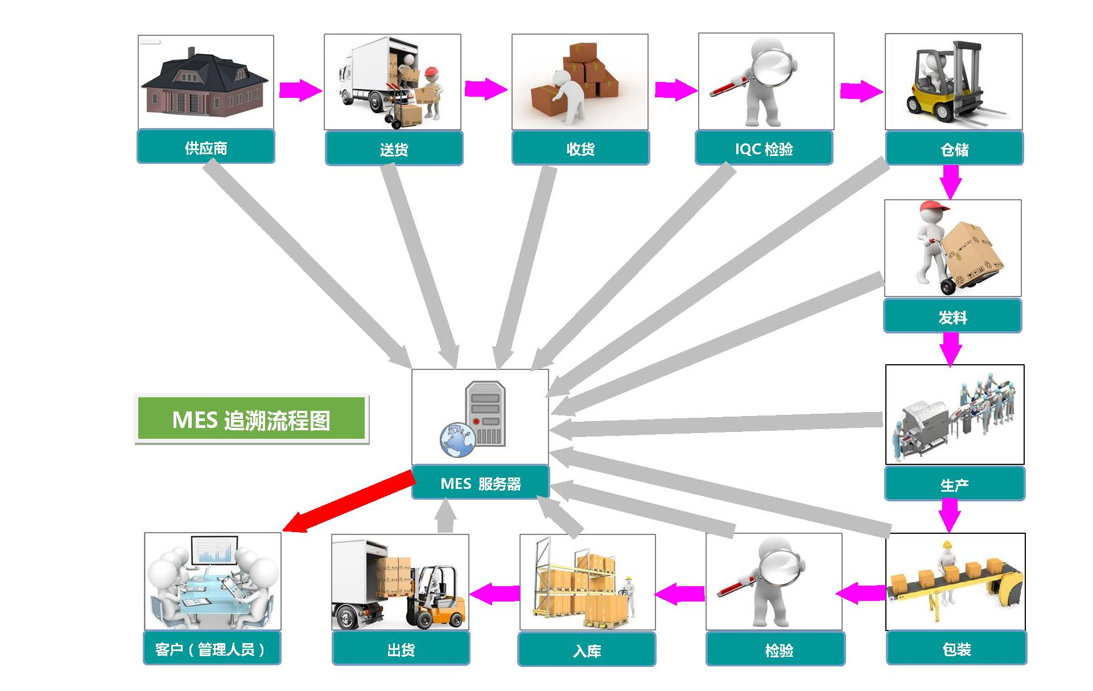
MES系统对所有的生产信息,物流信息都可以做到质量可追溯化的管理。甚至能在企业日后的信息化中引入人员条码化、设备条码化等更深入的应用。
- 上一篇 MES从哪些方面助力智能制造
- 下一篇 企业定制MES系统后能达到哪些预期效果
